 |
4000156919 |
|
4000156919 |
��Դ����վ ���ߣ����� �l����2022/12/22 �g�[�Δ���2772
�����a��ƽ�⡱�c��ľͰ�������dz����ƣ����a�������a�ܲ���ȡ�Q�����I�ٶ����Ĺ�λ����ǡǡȡ�Q�����I�ٶ������Ĺ�λ������c�����IJ��Խ�a�ܓpʧ�����M��Խ��
����F��������܇�g��С�M֮�g���˴˵Ĺ���ˮƽ���a�ܵ������Dz��ȵģ���I�F�����������wˮƽ����ȡ�Q������܇�g��λ����ȡ�Q������܇�g��λ��ͬ������һ�l���a�����ԣ���a����Ч�ʸߵ�Ҳ����ˡ�
��ƽ��Ķ��x��
���a��ƽ�⼴�nj����a��ȫ�������M��ƽ���������⻯���{���������λ�����Iؓ�ɻ�������ʹ����������I�r�g�M�����������ȣ���K�������N�ȴ����M�F���_�����aЧ����ļ��g�ֶ��c������

ƿ�i��
��һ�����������a�r�g���L�ĭh��������ƿ�i����Bottleneck���������д��ڵ�ƿ�i���H������һ�����̵Įa���ٶȣ�����Ӱ��������h�����a�����İl�]�����硰ƿ�i�������溬�x��һ��ƿ��ƿ�ڴ�С�Q����Һ�w�����������ٶȣ����a���е�ƿ�i�t�Q�������a�������a�ٶȡ�
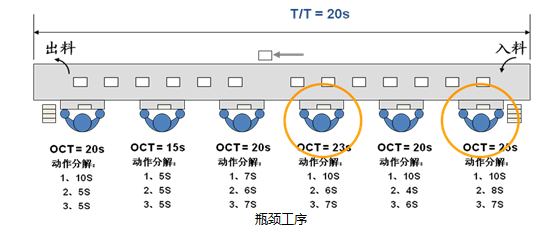
ƿ�i�ij�Ҋ���F��
�����w�M�Ⱦ��������aЧ���½���
�ڳ��F�aƷ�㲿���������ĬF��
��һЩ����Ӱ��s؛������һЩ�t���p�ɣ�
��һЩ����İ��Ʒ�ѷe�^�࣬����һЩ�t���٣�
�݂��e�����ڵȲ��ϡ��O�䣬���������Mչ������
�ނ��e���a������ֹͣ�����F����Ʒ�����r�g�^�L��r��
ƿ�i�IJ���Ӱ푣�
������Ⱥ��Pϵ,��Ӱ푺��m�����M��,��l�әC�b��Ŀ��b��:

�����g��ƽ���Pϵ���t��Ӱ푮aƷ���ף���l�әC�b��r�ķ��b���c���b�����Pϵ:

ѭ�h�r�gC.T��Cycle time����
�����ѽ���B�^�ˣ�C.T����o���M���һ���aƷ�ĕr�g����MOST�������@һ���У�Ҳ���V������Ӌ�㹤��Ę˜ʕr�g����ՓC.T���������ڌ��H���I�ã����ڸ��N���ص�Ӱ푣�����Č��Hѭ�h�r�gC.T���c�˜ʕr�g���ڲ������@������һ������˜ʕr�g�ȣ�STR����
�˜ʕr�g��STR��
STR=���Hѭ�h�r�g/�˜ʕr�g
�@��Č��Hѭ�h�r�g��ָͨ�^���H�y����һ�������ߺ��o���M�����һ��ѭ�h���I����̕r�g���˜ʕr�g��ָ����ԓ���I�ߵ����I���ݣ�ͨ�^MOST��Ӌ��ó�����Փѭ�h�r�g��
ͨ�^PDCAѭ�h���m���ƣ�ʹ���Hѭ�h�r�gڅ���˜ʕr�g���҂�������STRֵС�ڻ��ߵ���1��
���ڌ��H���a�У�ֱ��Ӱ푮a���������nj��Hѭ�h�r�g�������Ӌ�����a����ƽ���ʕr�����õ��Ǹ���λ�Č��Hѭ�h�r�g�������ǘ˜ʕr�g��
Ҫ������ˇ���wƽ���B�ĺÉģ�����O��һ������ֵ�������������a��ƽ���ʻ�ƽ��pʧ�ʣ��ٷ��ʱ�ʾ��
���ȣ�Ҫ���_һ�c���mȻ�������CT�L�̲�ͬ������ǰ�������Q�����a�������I���ڵ�CTֻ��һ������ƿ�i�����CT��
���a����ƽ��Ӌ�㹫ʽ :
ƽ����= [ �� ����CT�������˔�/�����˔�*ƿ�i����CT��]��100%
һ�l���a����A��B��C��D��E��5������ÿ��������1�������������I�r�g�քe��20��22��24��16��52����ԓ���a����ƽ���ʡ�
�⣺
ƽ����= ��(A,B,C,D,E)/[Max(A,B,C,D,E)*5]��
E�����ƿ�i�������l���a����CT��52�롣
���ԣ�ƽ����=��20+22+24+16+52��/��5��52��=51.54%
һ�l���a����һ����һ���Õr10�룬�ڶ�����һ���Õr12�룬����������ˣ�������ͬ�����Õr20�롣�����a��ƽ�����Ƕ��٣�
�⣺����һ����=10s�����������=12s������������=20/2=10s���������a��CT=12s
ƽ����=��10+12+10��2��/��4��12��=87.5%
��ƽ�������ͨ�^������I�YԴ�Įa�����{������ă��ݣ�ʹ����������I�r�gڅ��һ�¡����w����ģʽ�����N��
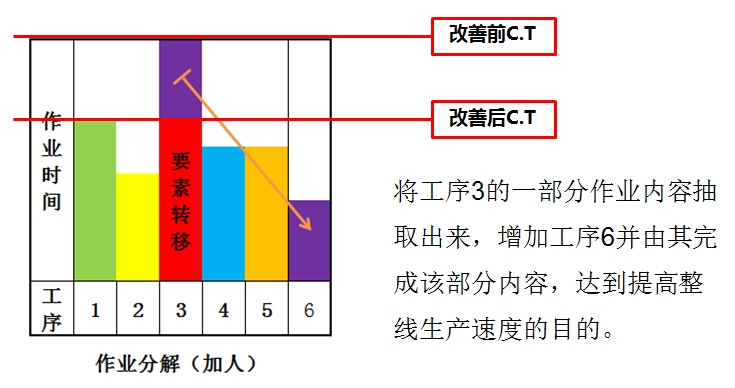
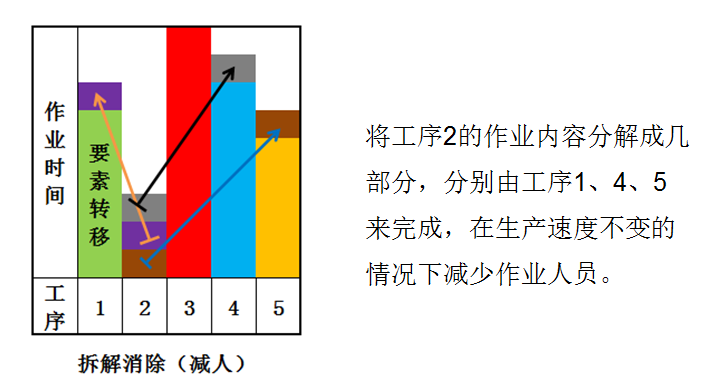
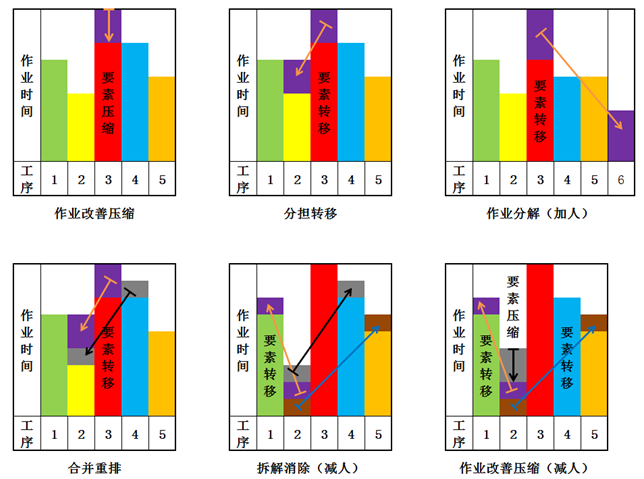
�ٌ�ƿ�i�������I�M�и��ƣ�����ƿ�i�����C.T������ƿ�i�����������I�ˆT���O�䣬������C.T���۷ֽ�ƿ�i�������I���ݣ�����������֓����ܺϲ���ȡ����ƿ�i����
������ʾ������ƿ�iC.T���S�����ֲ�׃��
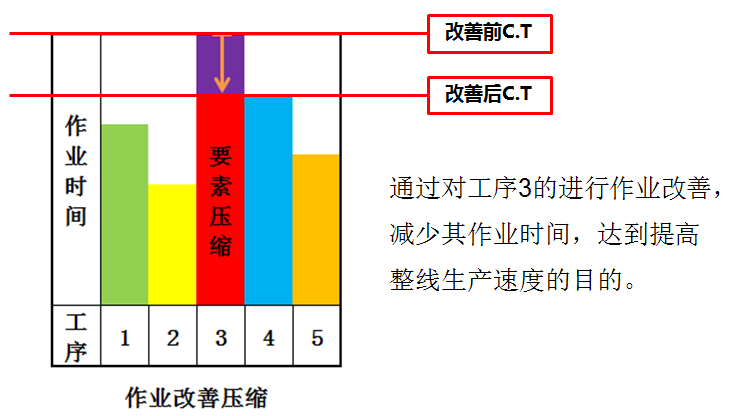
������ʾ������ƿ�iC.T ���S�����ֲ�׃��
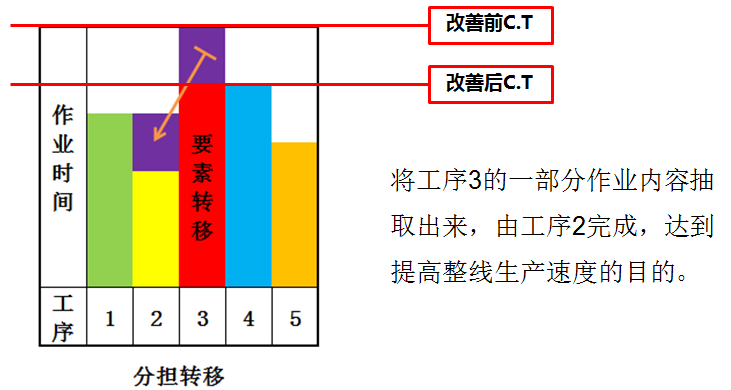
������ʾ���������֣�����ƿ�iC.T ��
������ʾ���p���ˆT��
�����ַ��Dʾ������
��һ�����£���I��������9���P�I����
��һ�����£��������a�v��-���a����